COMPOSITE TANKS FOR STUNT
Anyone can layup carbon and glass, but the difference between ending up with a jewel or a slug is in the techniques used during the process. To obtain a lightweight and durable item you must control the ratio of fiber and resin, somewhere I read 35% resin to 65% fiber by volume. To achive this you must compress the matrix and squeeze out as much resin as possible without producing a dry lamination so, hard molds are probably the best way vs a RTV version.
On the right are the machined molds, inner/outer main body and end caps . Male inner has .005" total draft built in so, one side is smaller to push it out after the body has been layed up. Molds for end caps only have a radius on the male mold, no draft because it's fexible enough to pop out.
Wax the parts with a high temperature mold release and polish out.
For material I use .5 oz cloth cut on a 45 degree bias inside and outside with two unidirectional carbon, in sheet form, laminated between the glass. It has a glue-spider web binder on both sides that hold it together, this is layed up with the grain running the length of the tank. Cut to overlap on the inboard side so you'll have four layers of each material also, cut about an inch longer than the required tank size, the mold is about nine inchs long. Cut the layers for the end caps to 2 3/4" x 1 5/8".



Now it's time to lay it up with Shell Epon 862 and Epi-Cure 3234. Photo to the right shows the male part layed up, when appling the .5 oz cloth be careful not to pull and distort. Don't worry about pulling out the bubbles, just get it down as well as possible, clamping the mold together will take care of the air. Bottom right shows the mold together, you'll note on one end I've wrapped some unidirectional around the 3/8" I've left exposed on the small end creating a shoulder, this will help beat the male out when cured and while the mold halfs are still closed. When doing the end caps the best you can do is lay it on the female part of the mold, lower the other half and clamp.



To the right is the main body and one end cap fresh out of the mold after an eight hour room cure and an eight hour post cure at 135 degrees. The mic doesn't lie, it measures .0143" on the large end and .0184 on the small end, remember the draft build into the male, I don't have any on the female. As you can see, the strength is there, it's holding the mic up on it's own. You can see on the other end the shoulder that was built up to facilitate removal from the molds. Now to lay up the other end cap and trim these and trim the pieces.
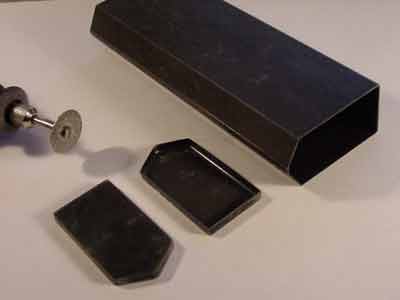
To the left are the parts, trimmed, also is the tool to do the job properly. When cutting any composite lamination, surface footage of the tool is important so you don't melt the matrix. A Dremel battery powered moto-tool with a plated diamond cutoff wheel is perfect. The lower sfm of the tool keeps the matrix from melting and sticking to the wheel thus reducing the cutting effect. Weight of the pictured components is 20.3 gm, with alumium tubes glued in place, the tank should come in under 1 oz complete.
Below is the main body with tubes installed ready for glueing. The tank is for one of my friends and this cofiguration is what he requested. Holes for the tubes are drilled with a pointed carbide burr, all parts are cleaned with automotive grease and wax remover and then all glue areas are sandbasted with a Pasche Air Eraser. Fixture holds the tubes on the back for easier wireing to the side wall. I'll mix up some of the same resin I layed up with, by adding micro ballons to thicken and lay a bead on the wire inside and out and at all tube exit points, inside and out. Fuel pickup is 1/8" from back and uniflow vent is 5/16" forward of pickup. Aluminum tubes and wire add 3.2 gm.

