Page 2
Step 4: Here's where we start, the contouring and clylinder bores. The print above may not make sense because is has reference points for CNC programing. We will need a 1/2" endmill for roughing and a 1/4" long carbide ballmill for contouring, 1/2" stub drill with 135 degree split point, 1/4" long carbide endmill, 1/8" long carbide endmill, 1/4" stub carbide endmill and a boring head for the liner, 5/32" endmill for spotting engine bolts and a 5/8-40 tap or thread mill for head mounting.
For the fins we will need a .550" max. dia. mandrel for the 1 1/4" x 1/4 " x 1/16" screw slotting saws. These are ganged with shims to seperate the thickness of the fins, we will cut three fins at a time.
We need to have at least 1.250" clearnce from top of part to top of vise jaws.
When boring I start with the 1/2" drill to rough and then use the boring head to finish. The 1/4" and 1/8" endmills are used to clear the bottom of the bore to make room for the boring head. Set up a .0001" indicator to set the head and sneak up to the finish size, .515" +.0002/-.0000.
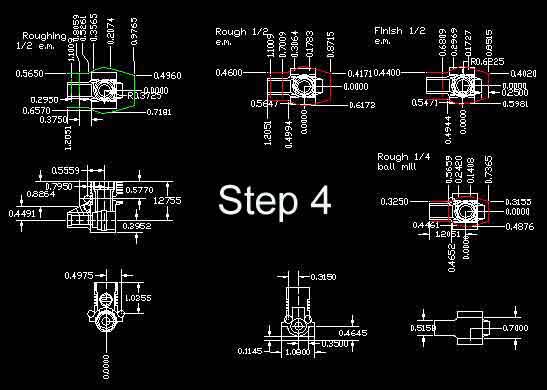


.0001" or better gage dials in Devlig boring head. I can get the bore within a tenth.
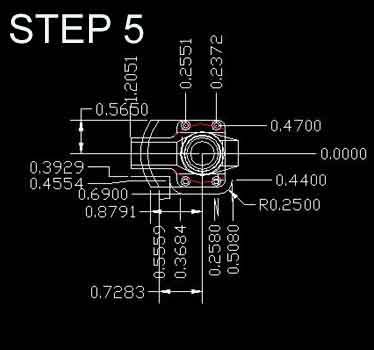
Step 5: Flip part to start work on the bottom, this is where we use the 1" shank to hold the part. Set right edge at x + .600, we'll need a 1/2" endmill, 1/4" stub carbide, spot drill, and a # 43 drill for the engine hold down bolts. The width is the same as a TD but seperation allows the use of a Cox speed pan by drilling two additional holes into the pan and using two exsisting holes.
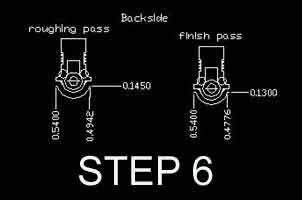
Step 6: This next setup is used to contour the bottom, round off, the case and cut the exhaust. Vise the piece between a jaw and a V-block by the 1" shank, crank bores pointed straight up for rear exhaust. Here's where I decide which exhaust style, piped or regular ( .400 max. exhaust allowed in restricied AMA events ). Set crank bores to 0,0 and cut bottom, you can use a rotary table for this opperation.
Note: Photo shows side exhaust version

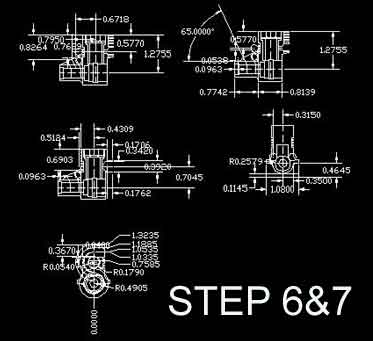


Step 7: Now we finish the intake, position at 25 degree down angle and hold by shank. To find X position, in Step 4 we milled in a step, this is our reference point to set X at 0 using a wiggler and use edge finder to set Y or to find center of the part on that axis. Tools needed are 1/2" end mill to flatten the area and 1/8" for cutting the port .200" deep .
If the intake in this picture looks alittle small it's for a new version, this is for Mouse II. Since I'm running suction I figure I'll cut the size down to allow enough room to install a spring starter.